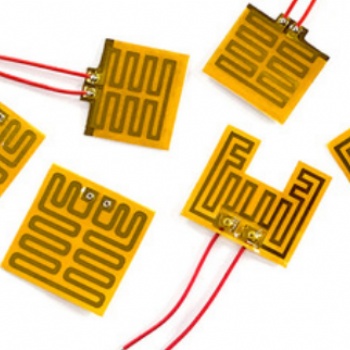

蝕刻箔加熱器多個加熱區
達到所需的柔性加熱器熱性能的基本設計原理在蝕刻箔和繞線之間基本相同。兩者都利用具有不同電阻率特性的各種電阻金屬。在將加熱器設計為特定功率水平時,兩種類型的加熱器技術的制造商都可以選擇結合合金,導線直徑(或橫截面積)以及元件的總長度的組合,以滿足客戶定義的總電阻和根據所施加的電壓使功率輸出相關。
繞線與蝕刻箔技術之間的主要區別在于,蝕刻箔產品不使用具有定義直徑的導線來創建元素。取而代之的是,蝕刻箔加熱器由特定金屬合金的薄箔制成–感覺類似于在雜貨店購買的鋁或錫箔。通過一系列制造過程,對箔進行構圖,然后進行蝕刻,以形成位于加熱器主體整個表面區域的導電元件。當橫截面時,蝕刻的加熱元件不是像導線一樣是圓形的,而是類似于扁平的圓形導線的矩形形狀。箔片本身可以薄至.0005“,并且蝕刻的箔片元件的寬度通常至少為.010”。
1、蝕刻箔的優勢。
盡管需要較寬的寬度來完成導線的等效電阻,但蝕刻后的箔圖案實際上允許對元素進行更緊密的圖案化。利用蝕刻箔技術,制造工藝可提供嚴格的間距控制,并防止導電元件與相鄰元件接觸。此控制使元素之間的間距小至.004“,這是線材技術不允許的。這種**的圖案形成能力可轉化為均勻的熱量分布–這是設計人員使用蝕刻箔加熱器的驅動原因之一。另外,由于元件圖案是通過光刻處理的,所以提供了加熱元件的**的可重復性。
蝕刻箔片加熱器的熱控制和熱精度也歸因于蝕刻元件的大表面積。與通過圓形元件的切點或圓弧區域傳遞熱量的導線相比,蝕刻元件的平坦表面區域提供均勻且明顯更多的表面,以使熱量有效而高效地傳遞到配對的散熱器。線型加熱器通常需要運行更高的溫度才能彌補這種差異。
利用蝕刻箔片加熱器的其他原因包括加熱器包裝的總厚度。蝕刻箔片加熱器可以用更薄的材料生產,例如聚酰亞胺(例如,杜邦Kapton®),與厚度為.032英寸或更大的傳統硅橡膠繞線加熱器相比,蝕刻箔片加熱器的總厚度為0.005英寸。 。蝕刻箔在小包裝中和在彎曲半徑嚴格的安裝表面附近提供加熱的能力凸顯了這種厚度優勢。
蝕刻箔技術的另一個有價值的方面是這些類型的加熱器可以輕松地合并組件,因為可以使用傳統的焊接技術將設備直接焊接到加熱器箔上。這種類型的設計不僅允許添加諸如熱敏電阻和保險絲之類的單個組件,而且還使加熱器的一部分可以設計成帶有集成的柔性印刷電路板,該柔性的印刷電路板可以為系統中的其他組件提供控制邏輯。
蝕刻箔制作。
產生蝕刻箔片加熱器的制造過程與紙張轉換行業的技術有很多相似之處。然而,聚酰亞胺膜是不穩定的,并且其物理尺寸性質有些不可預測,這引入了必須考慮的加工可變性。隨著濕度和溫度的變化,材料可能會在某種程度上收縮和膨脹,整個制造批次中的材料厚度可能會發生波動,并且在整個正方形區域的XY軸上,材料的穩定性會不**。
創建蝕刻箔片加熱器的制造步驟遵循以下常見順序:
1. 創建基礎層壓板。制造加熱器的初始步驟是選擇箔,然后將其層壓到基礎基板(在此示例中為聚酰亞胺)。這通常是通過使用薄的熱固性粘合劑層來實現的,該薄的熱固性粘合劑層與兩種材料粘合時具有出色的粘合性能。此粘合劑層還必須保持后續制造工藝(例如化學蝕刻)的完整性,并且還必須保持完整性以滿足客戶對應用的性能要求,例如除氣,UL阻燃性,機械撓曲性以及各種其他要求。客戶特定的要求。材料復合材料的選擇是確保加熱器成功應用的重要因素。
通常在壓力和溫度下在延長的時間段內進行基礎層壓板的層壓循環,在壓制室內使用適當的順應性材料來促進高粘結強度和剝離強度。
2. 在定位孔上鉆孔。為了使制造過程和加熱器內的多層保持彼此對齊,通常在基礎層壓板中鉆出加工孔。
3. 成像。該階段涉及多個工藝步驟,以便在基礎層壓板上形成導電元件的圖案。**步是將可光成像的抗蝕劑層壓或涂覆到面板上。完成具有令人滿意的附著力的操作后,將**光掩模工具放在抗蝕劑上。該遮罩是從CAD設計工具生成的,代表了加熱元件的**終設計,包括產生正確電阻加熱器所需的適用元件寬度。
然后,對這對線進行曝光處理,在該處理中,將抗蝕劑暴露在紫外線下并固化以用作化學蝕刻抗蝕劑。固化的抗蝕劑在去除未固化的抗蝕劑的同時保護加熱器元件的圖案,從而暴露出箔以進行蝕刻以及箔的去除。
蝕刻加熱器面板
4. 蝕刻。現在對面板進行一系列的化學蝕刻,剝離和清潔工藝,以便化學去除未被抗蝕劑保護的箔并將加熱元件圖案保留在面板上。
用于該工藝的蝕刻劑化學物質取決于被蝕刻的特定箔而變化。堿性蝕刻劑用于銅合金,而替代蝕刻劑化學用于不銹鋼和鐵箔。蝕刻過程中的控制參數已針對箔片類型,厚度和圖案密度進行了**定義和維護。
該過程的控制直接影響單個加熱器元件的**終“導體寬度”。自然地,**終的導體寬度直接關系到加熱器的總電阻。蝕刻工藝中的正常變化會導致細線元件的電阻容差高達10%,但對于較寬的元件會更嚴格。
電阻測試和驗證通常在制造順序的此階段進行。
5. 頂部電介質層壓。下一個處理步驟是在面板上施加頂部電介質(覆蓋層)。該頂層膜也是聚酰亞胺,在一側上具有高性能的粘合劑涂層。在層壓覆蓋層之前,以相關的圖案鉆孔膜以匹配基礎層壓板中的加熱器圖案和工具孔。該覆蓋層提供了通往加熱元件的入口,包括連接電線和組件的開口。
通過與原始基礎層壓板類似的壓制周期,將該覆蓋膜層壓在蝕刻面板的頂部上。在壓制過程中使用了不同的順應性材料,以使膜可以在蝕刻圖案上貼合,而不會引入空隙或夾帶空氣。
6. 可選的背面PSA。如果客戶需要,在此階段,可將壓敏粘合劑(PSA)放置在面板的背面。可以將PSA預先切割成不同的形狀,以使PSA的某些部分不在客戶**的加熱器區域上。
**常見的壓敏膠厚度為.002英寸,并隨附防粘襯片,供客戶在安裝過程中取下。在壓入PSA位置后約72小時內,粘合劑達到**粘合強度。
7. 行使。**的制造步驟是從面板上移除完成的零件。這通常是用鋼直模完成的。
8. 組裝。從面板上拆下加熱器后,現在可以進行電線的**終組裝,自定義標記,添加組件,將其組裝到散熱器上或客戶需要的任何其他精加工步驟。
設計師的選擇。
柔性加熱器是防凍,粘度控制,過程控制和冷凝控制的理想且價格合理的加熱源。薄的輪廓能夠包裹并貼合三維物體,同時能夠良好地將熱傳遞到配合表面。此外,柔性加熱器根據應用的特定需求具有自己的設計和構造選項,從而為設計人員提供了其柔性加熱器的選擇。無論選擇基于導線的技術還是蝕刻箔技術,兩者都具有解決熱挑戰的優勢。利用制造商的專業知識,為應用提供**的系統。
|
